










Valge raamat: Survepaigaldustehnika alused
SURVETÖÖTLUSKOHTA KUI KESTVAT ALTERNATIIVI JOOTMISTEHNIKALE
SISSEJUHATUS
Alates telekommunikatsioonis kasutuselevõtust on survestamis-tehnoloogia arenenud autotööstuse ja tööstuselektroonika valdkonnas tunnustatud võtmetähtsusega tehnoloogiaks. Arvestades praeguseid suundumusi, nagu elektrifitseerimine, isesõitvad autod ja Tööstus 4.0, kasvavad nõudmised usaldusväärsete ja pikaealiste ühendussüsteemide järele pidevalt.
Eelkõige rasketes kasutustingimustes, kus esineb vibratsiooni, temperatuurikõikumisi, niiskust ja mehaanilist koormust, veenab sissepressimistehnika oma kõrge protsessikindluse ja pikaajalise stabiilsusega. Hoolimata erinevatest sissepressimisala disainidest on kõigil lahendustel sama eesmärk: püsivalt mehaaniliselt tugev ja elektriliselt usaldusväärne ühendus trükkplaadi ja kontakti vahel.
See saavutatakse, kui sissepressimisala on projekteeritud trükkplaadi avast suuremaks ja see pressitakse sisse määratud jõuga. Nii tekib gaasikindel, elektriliselt stabiilne ja mehaaniliselt vastupidav ühendus, millel on püsivalt madal kontaktitakistus.
Eelkõige rasketes kasutustingimustes, kus esineb vibratsiooni, temperatuurikõikumisi, niiskust ja mehaanilist koormust, veenab sissepressimistehnika oma kõrge protsessikindluse ja pikaajalise stabiilsusega. Hoolimata erinevatest sissepressimisala disainidest on kõigil lahendustel sama eesmärk: püsivalt mehaaniliselt tugev ja elektriliselt usaldusväärne ühendus trükkplaadi ja kontakti vahel.
See saavutatakse, kui sissepressimisala on projekteeritud trükkplaadi avast suuremaks ja see pressitakse sisse määratud jõuga. Nii tekib gaasikindel, elektriliselt stabiilne ja mehaaniliselt vastupidav ühendus, millel on püsivalt madal kontaktitakistus.
PÕHITÕED
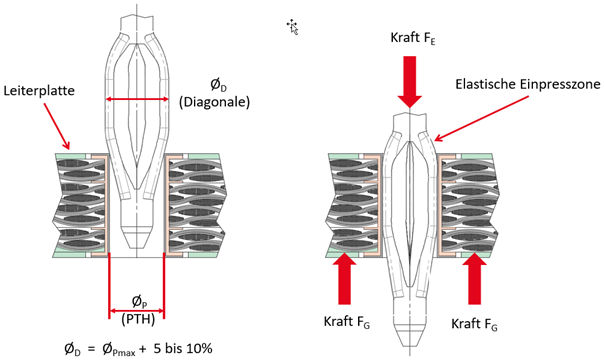
Sissepressimistehnika puhul luuakse pistikühenduse ja trükkplaadi vahel elektriline ühendus, surudes pistikühenduse kontakti (pin) läbiviikudega trükkplaadi avasse.
Sissepressimistehnika põhineb lihtsal põhimõttel:
kontakti sissepressimistsooni ristlõige on diagonaalilt suurem kui metalliseeritud trükkplaadi ava. Sissepressimisel tekkiv deformatsioon võetakse vastu kontaktviigu paindliku tsooni poolt, nii et trükkplaadi hülss deformeerub vaid vähesel määral. Selle tulemusena tekib kontaktviigu ja metalliseeritud trükkplaadi augu vahel külmkeevitus: gaasikindel, korrosioonikindel, madala takistusega ja elektriliselt väga juhtiv ühendus. See püsib stabiilsena ka suure mehaanilise ja termilise koormuse korral – nagu vibratsioon, painutamine ja tugevad temperatuurikõikumised.
Soovitame surumisprotsessi ajal protsessi jälgimist. Jõu-liikumise analüüsid ja kaamerapõhised süsteemid võimaldavad ühenduse kvaliteeti usaldusväärselt hinnata.
Lisaks meie Tcom press® surumisvööndiga tõestatud surumistehnikale pakub ept ka teisi ühendustehnoloogiaid, nagu jootetud läbiviigud, THR või SMT – igaüks vastavalt rakendusele.
Sissepressimistehnika põhineb lihtsal põhimõttel:
kontakti sissepressimistsooni ristlõige on diagonaalilt suurem kui metalliseeritud trükkplaadi ava. Sissepressimisel tekkiv deformatsioon võetakse vastu kontaktviigu paindliku tsooni poolt, nii et trükkplaadi hülss deformeerub vaid vähesel määral. Selle tulemusena tekib kontaktviigu ja metalliseeritud trükkplaadi augu vahel külmkeevitus: gaasikindel, korrosioonikindel, madala takistusega ja elektriliselt väga juhtiv ühendus. See püsib stabiilsena ka suure mehaanilise ja termilise koormuse korral – nagu vibratsioon, painutamine ja tugevad temperatuurikõikumised.
Soovitame surumisprotsessi ajal protsessi jälgimist. Jõu-liikumise analüüsid ja kaamerapõhised süsteemid võimaldavad ühenduse kvaliteeti usaldusväärselt hinnata.
Lisaks meie Tcom press® surumisvööndiga tõestatud surumistehnikale pakub ept ka teisi ühendustehnoloogiaid, nagu jootetud läbiviigud, THR või SMT – igaüks vastavalt rakendusele.
SISESTAMISTEHNIKA EELISED
Võrreldes tavapärase jootmistehnikaga pakub surumistehnika mitmeid eeliseid nii kvaliteedi, ökonoomsuse, funktsionaalsuse kui ka keskkonnasäästlikkuse seisukohalt. See paistab silma väga suure töökindluse ja mehaanilise vastupidavusega ning on eriti vastupidav löökide ja vibratsiooni suhtes. Lisaks välditakse sellega tüüpilisi vigu, nagu külmad jootekohtad või lühised.
Ka majanduslikult on surumistehnika veenev tänu oma remonditavusele ja kulutõhusale paigaldamisele. Funktsionaalselt võimaldab see protsessikindlat töötlemist ilma trükkplaadi termilise koormuseta, mis säästab komponente. Samal ajal jäävad pistikühenduste kontaktid jootetina vabadeks.
Lisaks pakub sissepressimistehnika ökoloogilisi eeliseid, kuna ei teki jootmisauru ega jootevahendi jääke ning saab loobuda täiendavatest puhastusprotsessidest. Seega vastab see kehtivatele keskkonnanõuetele ja direktiividele, nagu RoHS ja WEEE.
Ka majanduslikult on surumistehnika veenev tänu oma remonditavusele ja kulutõhusale paigaldamisele. Funktsionaalselt võimaldab see protsessikindlat töötlemist ilma trükkplaadi termilise koormuseta, mis säästab komponente. Samal ajal jäävad pistikühenduste kontaktid jootetina vabadeks.
Lisaks pakub sissepressimistehnika ökoloogilisi eeliseid, kuna ei teki jootmisauru ega jootevahendi jääke ning saab loobuda täiendavatest puhastusprotsessidest. Seega vastab see kehtivatele keskkonnanõuetele ja direktiividele, nagu RoHS ja WEEE.
SURVETÖÖTLUSTEHNIKA PUUDUSED
Hoolimata paljudest eelistest on surumistehnikal jootmistehnikaga võrreldes ka mõned piirangud. See seab kõrged nõuded trükkplaadi kvaliteedile, eriti avade läbimõõdule ja tolerantsidele, ning nõuab spetsiaalseid tööriistu ja seadmeid, mis toob kaasa suuremad investeerimiskulud.
Lisaks tekivad surumisprotsessi käigus mehaanilised koormused, mis ebaõige kasutamise korral võivad põhjustada kahjustusi. Ka miniaturiseerimine on jootmistehnikaga võrreldes osaliselt piiratud.
Lisaks tekivad surumisprotsessi käigus mehaanilised koormused, mis ebaõige kasutamise korral võivad põhjustada kahjustusi. Ka miniaturiseerimine on jootmistehnikaga võrreldes osaliselt piiratud.
VALIKUKRITEERIUMID SURVETÖÖTLUSTEHNIKA
Usaldusväärne surumisühendus põhineb mitme kvaliteedikriteeriumi optimaalsel koosmõjul. Selle puhul on otsustava tähtsusega eelkõige surumisala kujundus, konkreetne rakendus, trükkplaadi omadused ning töötlemisprotsess.
Ainult siis, kui need tegurid on omavahel kooskõlas, saab surumistehnika avaldada oma täit potentsiaali ning tagada püsivalt stabiilse, mehaaniliselt vastupidava ja elektriliselt ohutu ühenduse.
Ainult siis, kui need tegurid on omavahel kooskõlas, saab surumistehnika avaldada oma täit potentsiaali ning tagada püsivalt stabiilse, mehaaniliselt vastupidava ja elektriliselt ohutu ühenduse.
I. Trükkplaadi valikukriteeriumid
Tabelis võrreldakse erinevaid trükkplaatide pindu kihi paksuse ja sobivuse poolest surumistehnikaks.
| Pind | |||||
| Immersion Sn | ENIG | Immersioon Ag | OSP | HAL plii-vaba | |
| Kihipaksus | 0,8 kuni 0,2 µm | 5 µm Ni 0,1 µm Au | 0,1–0,2 µm | 0,1–0,5 µm | <5–50 µm |
| Sobivus survestamistehnikaks | väga hea | piiratud* | piiratud* | hea | piiratud* |
Kõige sobivam on tina-immersioon, OSP-katet peetakse heaks, samas kui ENIG, hõbe-immersioon ja plii-vaba HAL sobivad vaid teatud tingimustel – sõltuvalt rakendusest.
Lisaks on näidatud tüüpilised pressimisalad, mis koosnevad enamasti tina või tinasulamitest niklikihil. Kokkuvõttes näitab folio selgelt, et pinna valik mõjutab otsustavalt sissepressimistehnika kvaliteeti ja usaldusväärsust ning seda tuleb vastavalt kasutusotstarbele hoolikalt valida.
Lisaks on näidatud tüüpilised pressimisalad, mis koosnevad enamasti tina või tinasulamitest niklikihil. Kokkuvõttes näitab folio selgelt, et pinna valik mõjutab otsustavalt sissepressimistehnika kvaliteeti ja usaldusväärsust ning seda tuleb vastavalt kasutusotstarbele hoolikalt valida.
II. Sissepressimisala valikukriteeriumid
Pressimisvööndis on võimalikud järgmised pinnakatted: matt-tina-, tina-plii-, hõbe-tina- või tina-hõbe- ning indiumkatted, mis kõik on kantud niklikihile.
| Pinnad | ||
| 0,30–1,50 µm Sn matt | üle | 1–3 µm Ni matt |
| 0,30–1,50 µm SnPb 92/8–97/3 matt | üle | 1–3 µm Ni matt |
| 0,35–1,50 µm AgSn või SnAg | üle | 1–3 µm Ni matt |
| 0,30–1,50 µm In | üle | 1–3 µm Ni matt |
Õige pind on usaldusväärse pressühenduse jaoks otsustava tähtsusega. See mõjutab pressimisjõude ja peab koormuse all plastiliselt deformeeruma, ilma et seejuures kahjustuks. Samal ajal tagab see stabiilse elektrilise kontakti, kaitseb korrosiooni eest ja vähendab üleminekutakistust. Sobiv pinnakate aitab lisaks vältida trükkplaadi kahjustumist ning tagab turvalise ja korratava protsessi.
AUKU EHITUS
Kvaliteetse pressühenduse saavutamiseks tuleb trükkplaadi tootmisel pöörata erilist tähelepanu puuraugu läbimõõdule, lõppava läbimõõdule, vaskmuhvi paksusele ja trükkplaadi pinnale.
Õige augu ülesehitus on otsustava tähtsusega, kuna see mõjutab otseselt ühenduse mehaanilist stabiilsust ja elektrilist töökindlust. Ainult õigesti sobitatud augu- ja hülsi mõõtmetega saavutatakse vajalik press-sobitus, mis tagab kindla hoidmise ja püsiva kontakti. Kõrvalekalded võivad põhjustada liiga suuri pressimisjõude, läbiviikude kahjustusi või ebapiisavat kontakti. Lisaks aitab sobiv ava konstruktsioon tasakaalustada tootmistolerantse ja tagada protsessi ühtlase kvaliteedi.
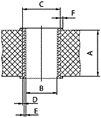
Järgnev ava konstruktsioon on näidiseks.
Õige augu ülesehitus on otsustava tähtsusega, kuna see mõjutab otseselt ühenduse mehaanilist stabiilsust ja elektrilist töökindlust. Ainult õigesti sobitatud augu- ja hülsi mõõtmetega saavutatakse vajalik press-sobitus, mis tagab kindla hoidmise ja püsiva kontakti. Kõrvalekalded võivad põhjustada liiga suuri pressimisjõude, läbiviikude kahjustusi või ebapiisavat kontakti. Lisaks aitab sobiv ava konstruktsioon tasakaalustada tootmistolerantse ja tagada protsessi ühtlase kvaliteedi.
Järgnev ava konstruktsioon on näidiseks.
| LP-materjal | FR4 | |
| Nimiauk | Ø 1,0 mm | |
| A | Trükkplaadi paksus | min. 1,44 mm |
| B | Lõpuauk | Ø 1,0 +0,09 / -0,06 mm |
| C | Põhikinnitusava | 1,15 ±0,025 mm |
| D | Cu kiht | min. 25 µm |
| E | Pind | keemiline Sn-kiht, 0,5–1,5 µm |
| F | Jääkrõngas | min. 0,1 mm |
TÖÖTLEMINE
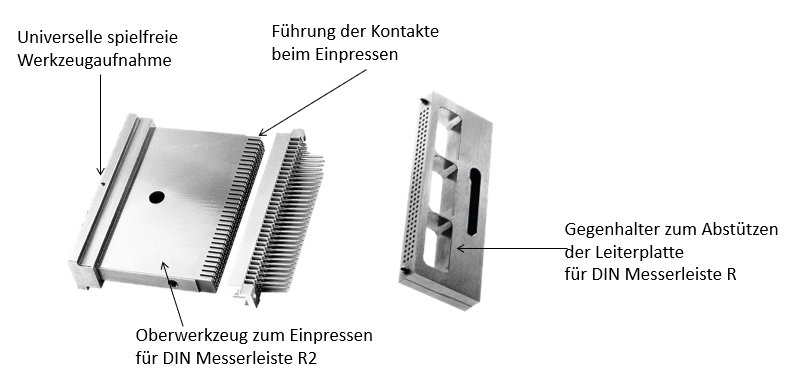
Püsiva mehaanilise ja elektrilise töökindluse tagamiseks on otsustava tähtsusega kontrollitud sissepressimisprotsess. Ülemise tööriista ja vastutoe kasutamine on hädavajalik.
Ülemine tööriist kannab pressi jõu üle kontaktile, samal ajal kui vastutoe toetab trükkplaati ja kaitseb seda mehaaniliste pingete eest. Sõltuvalt pistikühendusest kasutatakse lamedaid või kammtööriistu.
Kui tööriistad ei ole omavahel optimaalselt kooskõlastatud, võivad trükkplaadile mõjuda soovimatud jõud ja kahjustada juba paigaldatud komponente. Surumisjõud peaks täielikult langema alumisele tööriistale.
Trükkplaate, millele on surutud pistikühendused, ei tohi kuumutada üle 125 °C.
Ülemine tööriist kannab pressi jõu üle kontaktile, samal ajal kui vastutoe toetab trükkplaati ja kaitseb seda mehaaniliste pingete eest. Sõltuvalt pistikühendusest kasutatakse lamedaid või kammtööriistu.
Kui tööriistad ei ole omavahel optimaalselt kooskõlastatud, võivad trükkplaadile mõjuda soovimatud jõud ja kahjustada juba paigaldatud komponente. Surumisjõud peaks täielikult langema alumisele tööriistale.
Trükkplaate, millele on surutud pistikühendused, ei tohi kuumutada üle 125 °C.
Kokkuvõte
Survetehnika on võimas ja tulevikukindel alternatiiv klassikalisele jootmistehnikale. See veenab kõrge protsessikindluse, suurepärase mehaanilise stabiilsuse ja püsivalt usaldusväärse elektrilise ühendusega – isegi keerulistes kasutustingimustes.
Eriti elektrifitseerimise suurenemise, võimsustiheduse kasvu ning vastupidavuse ja kasutusaja suhtes esitatavate nõudmiste kasvamise taustal pakub survetehnika otsustavaid eeliseid. Optimaalse tulemuse eelduseks on aga pressimisala, trükkplaadi ja töötlemisprotsessi täpne koosmõju.
Oluline edutegur on siin optimaalselt projekteeritud pressimisala valik. ept GmbH pressimisalad – eriti Tcom press® tehnoloogia – paistavad silma väga hästi kontrollitava pressimiskäitumise, trükkplaadi vähese koormuse ja protsessiakna suure stabiilsusega. Sellega minimeeritakse läbiviikude kahjustusi ning tagatakse püsivalt stabiilsed elektrilised kontaktid. Lisaks võimaldab ept pressimisala geomeetria usaldusväärset töötlemist ka kitsaste tolerantside ja keeruliste trükkplaatide konstruktsioonide puhul.
Kogenud ühendustehnika spetsialistina pakub ept GmbH survestamistehnoloogia valdkonnas kohandatud lahendusi. Uuenduslike tehnoloogiate, nagu Tcom press® survestamispiirkond, ulatusliku rakendusteadmiste ja kõrge tootmiskompetentsi abil toetab ept oma kliente usaldusväärsete ja majanduslikult tasuvate ühenduslahenduste realiseerimisel nõudlike rakenduste jaoks.
Eriti elektrifitseerimise suurenemise, võimsustiheduse kasvu ning vastupidavuse ja kasutusaja suhtes esitatavate nõudmiste kasvamise taustal pakub survetehnika otsustavaid eeliseid. Optimaalse tulemuse eelduseks on aga pressimisala, trükkplaadi ja töötlemisprotsessi täpne koosmõju.
Oluline edutegur on siin optimaalselt projekteeritud pressimisala valik. ept GmbH pressimisalad – eriti Tcom press® tehnoloogia – paistavad silma väga hästi kontrollitava pressimiskäitumise, trükkplaadi vähese koormuse ja protsessiakna suure stabiilsusega. Sellega minimeeritakse läbiviikude kahjustusi ning tagatakse püsivalt stabiilsed elektrilised kontaktid. Lisaks võimaldab ept pressimisala geomeetria usaldusväärset töötlemist ka kitsaste tolerantside ja keeruliste trükkplaatide konstruktsioonide puhul.
Kogenud ühendustehnika spetsialistina pakub ept GmbH survestamistehnoloogia valdkonnas kohandatud lahendusi. Uuenduslike tehnoloogiate, nagu Tcom press® survestamispiirkond, ulatusliku rakendusteadmiste ja kõrge tootmiskompetentsi abil toetab ept oma kliente usaldusväärsete ja majanduslikult tasuvate ühenduslahenduste realiseerimisel nõudlike rakenduste jaoks.